
Возникшая в середине 1990-х большая потребность российских производителей пищевых продуктов в фасовочно-упаковочном оборудовании вызвала бурное развитие отечественного производства этой техники. Между тем любое развитие рождает желание понять, в каких же направлениях оно происходит. Автору данного материала за последние десять лет неоднократно попадались на глаза статьи в специализированной прессе, посвященные тенденциям и направлениям развития фасовочно-упаковочного оборудования, доводилось бывать и на некоторых мероприятиях, где это обсуждалось. По сути, в течение уже многих лет везде говорится об одних и тех же тенденциях, коими являются повышение производительности, многофункциональности, развитие многовариантности оборудования, облегчение обслуживания. Изредка — тенденция «блочного» построения фасовочно-упаковочного оборудования и, как ни странно, упрощения конструкции. В большинстве своем данные направления правильны, однако многие из них проявились очень давно и осуществлялись постоянно во многих видах и типах оборудования, связанного с фасованием и упаковыванием пищевых продуктов. Бесконечное же повторение этих давно известных положений без вникания в их суть, причем без упоминания других тенденций, явно наметившихся, а то и утвердившихся в последние годы, не способствует пониманию путей развития современного фасовочно-упаковочного оборудования для пищевых продуктов, да и просто отдает тенденциозностью в самом отрицательном значении этого слова.
Производительность
Первые три тенденции, о которых пойдет речь ниже, существовали всегда. Одна из них —производительность, ключевой показатель любого оборудования, в частности фасовочно-упаковочного, но при этом крайне «деликатный» в обсуждении. Производительность фасовочного и упаковочного оборудования во многом зависит не столько от самого оборудования, сколько от свойств — прежде всего физико-механических — пищевых продуктов, с которыми оно имеет дело. Тем не менее, за производительность всегда боролись, стремясь ее повысить.
Не нужно забывать, что повышение производительности кроме своего утилитарного значения — повышения количества расфасованной и упакованной продукции — имеет и «представительское» значение. Ведь производительность —самый наглядный показатель. Его повышение говорит потребителям, конкурентам, да и руководству компании производителя о том, что разработчик оборудование развивает. Тенденция повышения производительности для фасовочно-упаковочного оборудования наблюдалась с самого начала его существования, не исчерпала она себя и в XXI веке. Между тем суть ее изменилась. Чтобы понять это изменение, следует четко разделять понятие теоретической производительности, выражаемой в циклах, пакетах, упаковочных единицах в минуту, и технической производительности, обозначаемой в тоннах фасованной или упакованной продукции, в упаковочных единицах, но за час, а лучше — смену работы оборудования. Количество упакованной за час, а тем более за смену продукции не равно механическому перемножению минутной производительности на соответствующее количество минут. В формулу технической производительности обязательно «вклинивается» коэффициент технического использования.
Современным подходом к повышению производительности является повышение не столько теоретической производительности, сколько более реальной — технической производительности. Значит, необходимо стремиться к увеличению значения коэффициента технического использования оборудования, стремясь подвести его величину как можно ближе к единице. Увеличение коэффициента технического использования фасовочно-упаковочного оборудования тоже не является чем-то новым. Разработчики уже давно стали стремиться сократить те периоды, когда оборудование простаивает вынужденно. Например, для фасовочных автоматов, образованных на упаковочных машинах вертикально-линейного воротникового типа, этот коэффициент вырос с величины 0,75–0,80, вполне приемлемой в 1970-е годы, до 0,9 и более в настоящее время. Увеличить величину этого коэффициента стремятся разными путями. Однако один путь очевиден. Это — снижение простоев, вызванных причинами, которых, как ни старайся, не избежать. Так, если говорить о вышеупомянутых в качестве примера автоматах, то здесь вынужденным простоем можно считать установку нового рулона упаковочного материала после расходования старого. Между тем сокращение времени на проведение таких работ и снижение их трудоемкости —не что иное, как другая часто упоминаемая тенденция — облегчение обслуживания.
Сервис
Эта тенденция существовала всегда. При смене рулона материала самое простое, с чего и начинали производители, —это поставка потребителю двух штанг, на которых устанавливается рулон. Пока расходуется один рулон, второй можно доставить к автомату и закрепить его на штанге. Однако конструкторы делали обслуживание более легким не только самым очевидным путем. Если сравнить упаковочную машину (упаковочную часть автомата) Erste VР, выпускавшуюся компанией Rovema в конце 1950-х —1960-е годы, с машиной MVP 1970-х годов, то сразу бросается в глаза, что последней рулон устанавливается гораздо ниже. В итоге оператору не нужно надрываться или применять какой-то подъемник при установке рулона. Значит, и облегчение обслуживание налицо, и увеличение коэффициента технического использования. Но и это не все: рукавообразователь на MVP можно поменять легче и быстрее. Правда, замена рукавообразователя не относится к обязательным простоям, она связана с переходом на новый формат, конкретнее ширину, пакета. А это уже скорее относится к другой тенденции: многовариантности. Изменились в MVP и «внутренности», что тоже направлено на облегчение обслуживания, но не в момент технологических остановок, а в межремонтный цикл и при плановых или внеплановых ремонтах.
Облегчение обслуживания всегда было характерно при развитии любого фасовочно-упаковочного оборудования. Не стала менее актуальной эта тенденция и сейчас. Но в настоящее время облегчить техническое обслуживание стремятся и за счет нового понимания «блочного построения оборудования».
Многофункциональность
Эта тенденция в отличие от двух предыдущих хотя и проявилась давно, однако была характерна не для всякого вида и типа оборудования. Она всегда сопровождала развитие фасовочных автоматов вертикально-линейного воротникового типа. Благодаря установке на упаковочную часть (упаковочную машину) различных типов дозаторов можно было фасовать невероятно большую номенклатуру сыпучих, мелкоштучных, жидких и пастообразных продуктов. Опять-таки за счет замены или корректировки работы дозаторов и возможности изменять ширину (сменив рукавообразователь) и длину пакетов (обычно бесступенчато) достаточно широк диапазон величин доз фасуемых продуктов при использовании одной упаковочной машины, а также применяемых упаковочных материалов. За счет введения новых механизмов или их замены можно получать пакеты разной формы: подушечка, со складками (стоячие), с прокаткой или проваркой продольных ребер (stabilo bag), и пакеты, заделанные с одной или двух сторон клипсой.
А совсем недавно подразделение «Упаковочные технологии» концерна Bosch продемонстрировало изумленной российской упаковочной общественности, что на вертикальной воротниковой машине можно получать и «дой-пак». Rovema, в свою очередь, получила пакет, названия которому еще не нашлось. Используя ту же базовую упаковочную машину, можно упаковывать продукты в модифицированной газовой атмосфере и вакууме. Достаточно многофункционально и многовариантно практически всякое оборудование, оперирующее с гибкими термосвариваемыми упаковочными материалами, например горизонтальные машины, образующие «флоу-пак» и «дой-пак».
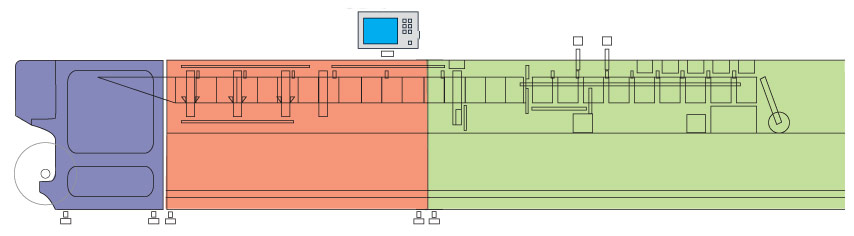
Главное — модульная конструкция современного упаковочного автомата
Другое фасовочно-упаковочное оборудование не столь подвержено влиянию этой тенденции. Но и тут время от времени делались попытки стремиться к ней. Так, еще в 1970-е годы выпускались фасовочные автоматы для сыпучих продуктов, которые могли образовывать одно- и двухслойные бумажные пакеты. Тенденция многовариантности сейчас становится все более актуальной, причем практически для всех видов оборудования. Изобилие товаров на полках магазинов вызывает желание производителей выделить их с помощью упаковки, причем за счет как полиграфического оформления, так и формы. Например, если раньше в нашей стране был лишь скудный стандартный набор стеклянных бутылок, то сейчас алкогольную и другую продукцию чуть ли не все предприятия стремятся поместить в оригинальные бутылки. Бутылки даже одной емкости имеют разные размеры. О разнообразии форм уже и говорить не приходится. Поэтому производители фасовочно-упаковочного оборудования не могут не выпускать оборудование, легко адаптируемое к таре разной формы.
Разделение привода
Стоит отметить и тенденции, появившиеся позже тех, о которых уже шла речь. Например, разделение привода. Прежде всего эта тенденция касается относительно небольшой по размерам техники. Крупное оборудование, скажем, для фасования сыпучих продуктов в бумажные пакеты и картонные пачки, всегда было «многоприводным». Оборудование же, оперирующее с гибкими термосвариваемыми материалами, первоначально старались снабдить минимальным числом двигателей. Упаковочные части воротниковых фасовочных автоматов имели один двигатель, от которого через механические передачи осуществлялся привод всех или, по крайней мере, большинства механизмов. Иногда, например, для осуществления размотки упаковочного материала с рулона мог устанавливаться еще один маломощный двигатель. Машины горизонтального типа, осуществляющие упаковывание отдельных предметов во «флоу-пак», имели, как правило, два двигателя. Одним, максимум двумя двигателями обходились упаковочные части автоматов горизонтального типа, фасующих продукты в плоские пакеты или в «дой-пак». Тенденция разделения привода на несколько для указанных видов оборудования явно проявилась в 1984–1987 годах. Именно в этот период ведущие в производстве фасовочно-упаковочного оборудования компании стали активно патентовать технические решения, некоторые из них были направлены на разделение общего привода, а другие, где непосредственно о разделении речи не шло, можно было осуществить лишь при наличии раздельного привода исполнительных механизмов. Сейчас многие задачи перемещения рабочих органов упаковочных машин и их точное позиционирование проще решаются с помощью элементов промышленной электрики, электроники и пневматики, нежели с помощью механики.
Блочное построение
Для некоторых типов оборудования блочное построение было характерно всегда. Уже неоднократно упомянутые здесь фасовочные автоматы вертикально-линейного воротникового типа создаются, по сути, набором блоков. Упаковочная машина — один блок, а дозатор, устанавливаемый на нее, — второй. Подводящие продукт и отводящие фасованную продукцию транспортирующие устройства — тоже самостоятельные блоки. В самой упаковочной машине, являющейся основой такого автомата, отдельные узлы — рукавообразователь, сварочные губки, а также некоторые другие механизмы — являются блоками, легко снимаемыми и устанавливаемыми по мере необходимости.
Тенденция блочного построения оборудования, находящаяся в тесной связи с тенденцией разделения привода, развивается и будет развиваться все активнее, распространяясь если не на все упаковочное оборудование, то, во всяком случае, на многие его виды и типы. Она находится в теснейшей связи и с первыми тремя вышеупомянутыми тенденциями. Ведь при выходе из строя какого-либо механизма уже не нужно останавливать оборудование для ремонта —достаточно снять механизм-блок, заменить его исправным и вновь запустить машину. В то же время неисправный блок ремонтировать в спокойной обстановке, в том числе в условиях специализированного ремонтного предприятия. Установкой новых или заменой механизмов-блоков можно менять варианты упаковки или вносить в нее какие-либо новые элементы. Особенно удобно в этом отношении блочное построение машин горизонтального типа, где новые блоки легче внедрять между уже существующими.
Комплекс
В некоторой степени это развитие тенденции блочного построения, только на уровне уже самих единиц оборудования. Речь идето создании упаковочных линий, с помощью которых решалась бы задача не одного аспекта упаковывания, а нескольких. Проявление этой тенденции выразилось в создании первых комплексных упаковочных линий, которые сняли вопросы создания не только потребительских упаковок, но и групповых транспортных упаковок. В конце 1960-х годов появились линии, где сыпучие продукты упаковывались в бумажные пакеты или картонные пачки, а из них создавались групповые транспортные упаковки — пачки или пакеты помещались в ящики из гофрокартона или блок потребительских упаковок обертывался бумагой.
Сейчас эта тенденция находит применение в оборудовании для фасования и упаковывания самых разнообразных продуктов. Уже не являются редким явлением линии, на которых упаковываются сыпучие продукты в пакеты из термосвариваемых материалов. Пакетам придается правильная форма, затем они формируются в блоки, из которых образуется групповая упаковка. Или линии по розливу жидких продуктов, где тара ополаскивается, наполняется, укупоривается, подвергается инспекции и на нее наклеиваются этикетки. Тенденция становится все более актуальной из-за возрастания производительности оборудования, создающего потребительские упаковочные единицы; сочетанием автоматических и полуавтоматических операций хорошей производительности уже не добиться. И сегодня, создавая новые образцы упаковочной техники, производители как минимум должны задумываться о том, как они впишутся в упаковочные линии, да и в просто технологические линии по производству и упаковыванию пищевых продуктов. А как максимум — создавать не просто отдельные образцы упаковочной техники, а производственные линии.
Начинка
Ни у кого нет сомнения, что промышленная электроника, электромеханика, пневматика развиваются гораздо активнее традиционного машиностроения. Как уже отмечалось, сейчас уже легче получить сложные движения рабочих органов машин с помощью этих элементов, а не с помощью кинематики механизмов. Создание крупных линий тем более требует жесткого увязывания работы всех их частей. В связи с чем и возникла тенденция насыщения оборудования современными высококлассными элементами промышленной электроники, пневматики, электронно-вычислительной техники. К тому же она хорошо «работает» и на облегчение обслуживания оборудования и многовариантность.
Переходить на новые форматы упаковок на оборудовании, насыщенном современными элементами промышленной электроники, намного легче и быстрее, нежели перестраивая кинематику фасовочно-упаковочных автоматов. Сдерживает эту тенденцию пока еще относительная дороговизна этих прогрессивных компонентов. Насыщенное ими оборудование значительно дороже оборудования в традиционном исполнении.
Робототизация
Эта тенденция является высшим проявлением двух предыдущих. Так, менеджер сектора пищевого и упаковочного машиностроения VDMA г-жа Вера Фриче отметила на одном из мероприятий, проводившихся в рамках выставки «Росупак-2008», что упаковочная отрасль по применению промышленных роботов выходит на второе место после автомобилестроения. Создание роботизированных линий и участков, конечно, дорогое удовольствие. При этом следует учесть, что со многими упаковочными операциями вполне успешно справляются и автоматы. Но преимущество роботизированных технологий заключается в производительности, экономии людских ресурсов, часто в меньшей занимаемой площади. Роботизированные участки легче переналаживаются на другую продукцию, то есть тенденция многофункциональности ими также претворяется в жизнь.
Энергосбережение
Проблема сбережения энергии в упаковочных, да и любых других отраслях возникла из-за заметного скачка цен на энергоносители. Поэтому энергосбережение становится насущной потребностью потребителей фасовочно-упаковочного оборудования и заметной тенденцией в его развитии, осуществить которую нелегко. Она может войти в противоречие с тенденциями разделения приводов, насыщения современными комплектующими элементами, роботизации, применение которых часто приводит к увеличению потребления электроэнергии, сжатого воздуха и прочего. Увеличение энергопотребления оправданно в тех случаях, когда это заметно улучшает другие качественные показатели оборудования. Примерно пять лет назад один российский производитель фасовочно-упаковочного оборудования выпустил новую воротниковую машину, производительность которой в сравнении с предыдущим образцом была увеличена на 10%. Потребление электроэнергии при этом выросло на 15%, а сжатого воздуха — почти на 20%. Стоила ли «овчинка выделки»? Между тем производители сами поняли свою ошибку, выпуск машины был прекращен, а сведения о ней исчезли из рекламных материалов компании.
В советское время для нового оборудования определялись удельные показатели: сколько на одну упаковочную единицу вырабатываемой продукции приходится электроэнергии, сжатого воздуха и прочего. Данные показатели вносились в текстовую конструкторскую документацию, за их снижением следили, несмотря на то, что энергоносители стоили тогда буквально копейки. Этой традиции стоило бы придерживаться и всем современным производителям фасовочно-упаковочного оборудования.
Лжетенденция
Облегчение и упрощение обслуживания фасовочно-упаковочного оборудования, насыщение современными элементами, в некоторой степени и блочность способствовали тому, что некоторые исследователи вывели еще одну тенденцию, называемую ими «упрощение оборудования и его конструкции». Да, действительно, намного легче изменять параметры упаковывания, касаясь сенсорной панели, нежели менять передаточное число механизма, заменяя шестерни или, по крайней мере, вращая рукоятку вариатора. Легче заменить вышедший из строя блок на исправный, чем ремонтировать механизм, остановив весь технологический процесс. Вот и создается иллюзия, что оборудование становится проще. Можно допустить, что сейчас проще механическая часть оборудования, но электроника — сложнее.
В целом же высококачественное и высокопроизводительное оборудование упрощаться не будет никогда. И подпускать к нему неподготовленного человека не стоит, несмотря на условную простоту обслуживания. Упрощенные до определенной степени машины имеют право на существование. Они найдут своих покупателей среди небольших и небогатых производителей пищевой продукции, которым не требуется высокая производительность техники. Главное здесь — не перейти ту границу, когда страдает качество самого оборудования или получаемых на нем упаковок. Однако упрощение упаковочного оборудования никогда не станет тенденцией его развития.
Тема статьи: какая пневматика лучше

Comments (0)
Twitter
Facebook like
Pinterest
E-mail